










We are a professional machining parts company, fortunately we discovered Unisite this year. They can provide us with structure pipes , flanges, shafts, bushes and so on. We are reassured that they can follow the standard of ASTM, DIN, JIS, ISO, BS,EN. In addition to the good price, they have a strict control system for our orders.

Mr. Sudhir Rakhra
Purchase manager
Very surprised! Usually our purchase directly buy from factories in China, but Unisite could produce acc to our requirements even big machining like vessel parts, big boring/milling/CNC center and so on. Their tolerance could be up to +/- 0.002mm. I think with drawing they can build everything.

Mr. Steven
Purchase assistant
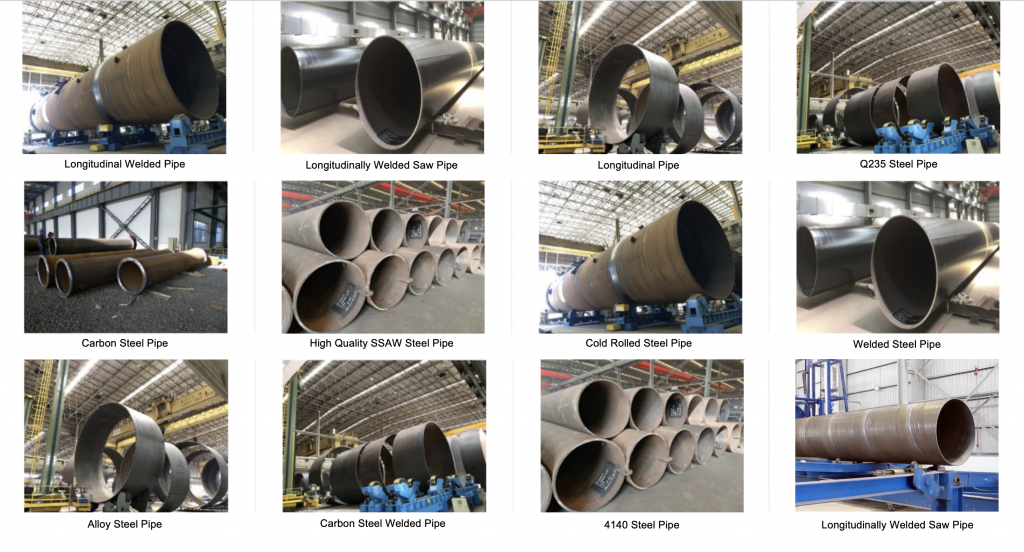
My friend recommended me Unisite when I purchased a large batch of steel pipes for a project.To my surprise, Unisite is very professional and responsible.They also have ISO 9001 certificate. And 100% UT testing will be done. And gave us a strict delivery schedule from the very beginning of our first order. Finally, these pipes were delivered to our port in good condition, our customers are also satisfied.
Mr. Hussain
CEO
Last time I bought several steel pipes for our new vessel,and I know from Unisite that they have also made spare parts for several major dredging projects around the world. So I choose Unisite which turned out to be the right choice.They have professional machines and workers to make our pipes. If I need these products next time, I will consider unisite again for their responsible bcs they are capable and responsible.

Mr. Alexandra
CEO